[VIP第1年] 指数:3
[VIP第1年] 指数:3
常见的切割方式有手工切割、机械切割和数控切割。手工切割适用于小批量生产,机械切割适用于中等规模生产,而数控切割则适用于大规模生产和精密加工。切割完成后,需要进行角铝型材的开槽。开槽是为了方便后续的连接和安装。开槽可以采用铣削、切割或冲压等方式进行。开槽的形状和尺寸需要根据设计要求进行调整,以确保连接的牢固性和美观度。接下来是角铝型材的冲孔。冲孔是为了方便后续的固定和安装。冲孔可以采用冲压机进行,也可以采用数控冲孔机进行。挤压铝型材加工请联系常州蓉胜天力,欢迎来电详询。江苏角铝型材切割工艺

在现代工业的宏伟画卷中,铝型材加工宛如一颗璀璨的明珠,闪耀着独特的光芒,它将平凡的铝原料转变为具有无限可能的精密产品,为各个行业的发展增添了强劲动力。铝型材,以其轻质、度、良好的导电性和导热性以及出色的耐腐蚀性等优点,成为了工业制造中备受青睐的材料。而铝型材加工则是赋予这些优点以实际应用价值的关键环节。铝型材加工的过程犹如一场精心编排的舞蹈,每个步骤都充满了技巧与精细。首先是熔炼与铸造,将纯净的铝原料在高温熔炉中熔化,然后通过精密的铸造工艺,使其形成初步的铝锭或坯料。门窗铝材挤压供应商灯具铝型材加工请找常州蓉胜天力。

在百叶片铝型材加工的过程中,首先需要将铝材切割成所需的尺寸。切割可以使用手动切割机、自动切割机或激光切割机等设备进行。切割时需要注意保持切割线的平直和准确,以确保百叶片的尺寸和形状符合设计要求。接下来是百叶片的成型。成型可以通过冲压、折弯、拉伸等方法进行。冲压是将铝材放置在冲床上,通过冲压模具对其进行冲击,使其成型。折弯是将铝材放置在折弯机上,通过机械力使其弯曲成所需的形状。拉伸是将铝材放置在拉伸机上,通过拉伸力使其拉长成所需的形状。
-温度记录仪可以记录模具预热过程中的温度变化曲线,为后续的分析和优化提供数据支持。温度记录仪可以选择纸质记录或电子记录,电子记录可以通过计算机进行数据分析和处理,更加方便快捷。调整温度:调整加热功率:-如果模具的温度过低,可以通过增加加热功率来提高模具的温度。加热功率的调整可以通过控制加热设备的输出功率、调整加热时间等方式实现。-在调整加热功率时,要注意逐渐增加功率,避免温度上升过快导致模具过热。同时,要密切关注温度变化,根据实际情况及时调整加热功率,以确保模具的温度稳定在合适的范围内。铝型材加工请找常州蓉胜天力。

铝型材加工是一项高要求的工作,需要对材料、工艺、设备等有深入的理解和精细的控制。从原材料到成品,每一个步骤都需要严格的质量管理和精确的操作控制,以确保终产品的质量和性能达到预期。随着科技的不断进步,越来越多的新工艺、新技术被应用到铝型材加工中,这无疑将进一步提高生产效率和质量,使铝型材这一重要的工业材料在更多领域发挥更大的作用。铝型材的主要特性之一是其重量相对较轻。相较于其他金属,铝的密度较低,这使得使用铝型材制造的部件、设备和产品更加轻便。这对于需要减轻重量的应用来说非常有用,例如航空航天、汽车和电子产品。精密铝型材加工,就找常州蓉胜天力。专业品质,欢迎来电询价,开启合作之旅。宿迁精密铝材加工
门窗铝型材加工请找常州蓉胜天力。江苏角铝型材切割工艺
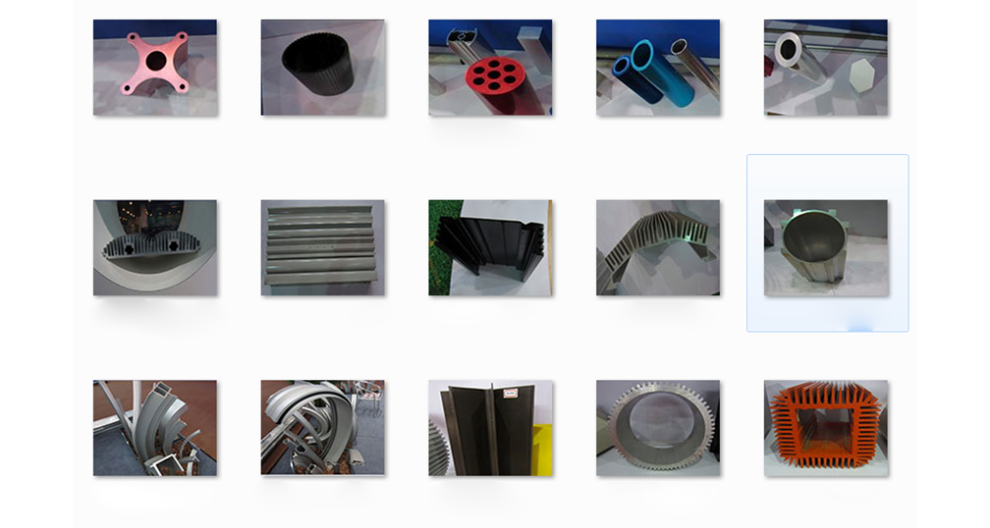
各种不同工艺的型材散热器的优缺点:1、挤压铝型材式:翅片和基板是一体的。不存在拼接,散热器内部导热均匀、热导率高。缺点是受加工工艺限制,散热器尺寸和翅片间距、厚度、片高等均受到限制。2、半挤压铝型材、半插片式:由于挤压铝型材工艺限制,片间距不能做得太窄,两片之间用插片方法再把一片铝片插在其间,并用压力机压紧固定。因为一半左右翅片是插上的,而且铝片与底板不是一体的,导热系数不如一体的。热阻比纯挤压铝型材偏大。3、翅片拼接式:先做翅片,然后把翅片根部叠在一起,经压力加工压紧,片片之间互相紧密咬合成为一体。这种工艺可做成任意宽度、较高翅片的散热器。问题是片与片之间是分体的,导热阻力大。导热能力大幅降低。4、插片式:由底板和若干翅片组成。底板一侧先铣上插片槽,把翅片一端插入插片槽内并压紧。此种散热器只有铝片端部很少部分插入底板,接触导热面积有限,热阻就会偏大。热阻参数一致性也差。江苏角铝型材切割工艺
文章来源地址: http://yjkc.aqfhjgsb.chanpin818.com/jsjgc/ljlhjc/deta_27450523.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。